

정도산업 기술연구소는 앞선 기술력을 바탕으로 가드레일 분야를 선도하고 이를 통해 더욱 큰 가치를 창출하기 위해 끊임없는 노력을 기울이고 있습니다.
세상이 필요로 하는 기술에서 한 발 앞선 기술 개발을 통해 도로안전의 리더로 자리매김할 것입니다.
분체도장이란?
오랜 시간이 지나도 부식과 변색이 되지 않는 분체도장 가드레일
분체도장 기술은 분말형태의 폴리에스터 자기를 이용하여 표면에 부착시켜 가열 코팅하는 방식으로 고급 철제품들의 부식 방지용으로 널리 활용되는 기술입니다.
분체도장 가드레일이란?
분체도장 기술을 적용한 가드레일은 부식되거나 변색되지 않고, 도금가드레일의 생산과정에서 사용되는 화학약품(염산,황산,크롬)등을 사용하지 않은 제품입니다.
오랜 시간이 지나도 부식과 변색이 되지 않는 분체도장 가드레일
분체도장 기술은 분말형태의 폴리에스터 자기를 이용하여 표면에 부착시켜 가열 코팅하는 방식으로 고급 철제품들의 부식 방지용으로 널리 활용되는 기술입니다.
분체도장 가드레일이란?
분체도장 기술을 적용한 가드레일은 부식되거나 변색되지 않고, 도금가드레일의 생산과정에서 사용되는 화학약품(염산,황산,크롬)등을 사용하지 않은 제품입니다.
분체도료의 장점
인체에 보다 무해합니다.
사용 시 휘발 성분이 없다.
유기용제를 사용하지 않는다.
Cleaning이 쉽다.
생산성이 높다. (공정 단순)
폐 도료의 재사용이 가능 하다.
분체도장 vs 아연도금
| 분체도장 가드레일 | 항 목 | 아연도금 가드레일 |
|---|---|---|
 |
대 상 |  |
| 변색 및 부식이 없어 시인성 우수함. | 시 인 성 | 3~6개월 후 변색 및 부식되어 시인성 저하. |
| 자연색으로 보수 후 이질감 없음. | 보 수 성 | 고광택으로 보수 시 기존 설치 가드레일과 이질감 높음. |
| 수년 간 야적해도 백화현상 없음. | 보 관 성 | 재고 보관 시 약 3개월 후 백화현상 발생하여 판매 불가! |
| 분체도장 처리하여 표면이 매끄러우며 청결성이 우수함. | 청 결 성 | 백화현상 발생으로 매연, 먼지 등의 오염물질로 인한 가드레일 표면의 오염이 촉진됨. |
| 회색의 무광택을 기본으로 하고, 별도 색상 발주 가능. | 색 상 | 도금 칼라 고광택의 단일 색상. |
| 재고 판매 가능하여 납기 준수 용이함. | 납품소요시간 | 재고 판매 불능으로 생산시간 예측 불가능. |
| 분체도장 가드레일 | 아연도금 가드레일 |
|---|---|
|
|
시인성
| 변색 및 부식이 없어 시인성 우수함. | 3~6개월 후 변색 및 부식되어 시인성 저하. |
보수성
| 자연색으로 보수 후 이질감 없음. | 고광택으로 보수 시 기존 설치 가드레일과 이질감 높음. |
보관성
| 수년 간 야적해도 백화현상 없음. | 재고 보관 시 약 3개월 후 백화현상 발생하여 판매 불가! |
청결성
| 분체도장 처리하여 표면이 매끄러우며 청결성이 우수함. | 백화현상 발생으로 매연, 먼지 등의 오염물질로 인한 가드레일 표면의 오염이 촉진됨. |
색상
| 회색의 무광택을 기본으로 하고, 별도 색상 발주 가능. | 도금 칼라 고광택의 단일 색상. |
납품소요시간
| 재고 판매 가능하여 납기 준수 용이함. | 재고 판매 불능으로 생간시간 예측 불가능. |
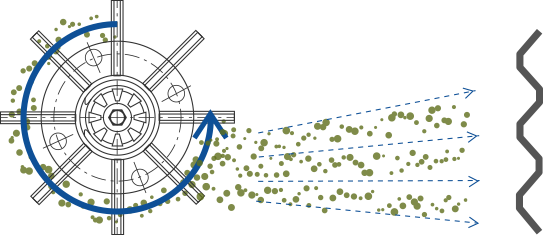
분체도장의 원리
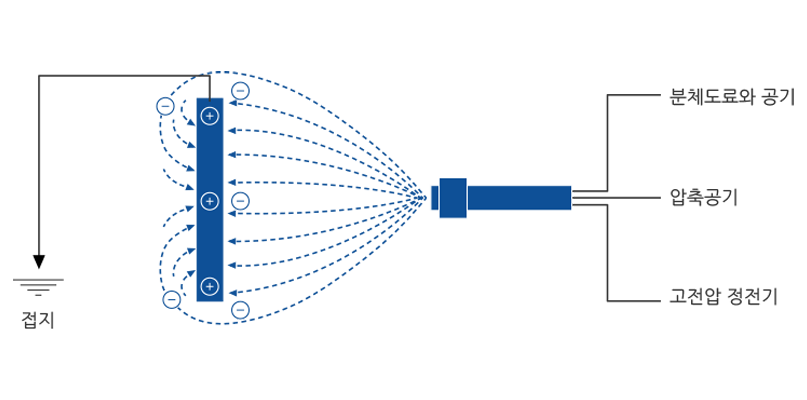
분체도료를 일정한 에어 압력으로 스프레이를 할때 정전 스프레이에는 음전하를 걸어주고, 피도물에는 양전하를 걸어주면 전하를 띤 분체 입자가 초기에는 분사 압력에 의해 날아가다 피도물과의 거리가 가까워 지면 전기자기장에 의해 분체가 피도물에 일정하게 달라 붙게 되고 이를 오븐에 통과 시켜 용융 경화 시키는 원리로 도장한다.
분체도장 공정
step
01

Loading
step
02

Shot Blasting
step
03

Zinc Primer Coating
step
04

Pre Drying Oven
step
05

Powder Coating
step
06

Main Drying Oven
step
07

Unloading
분체도장 제조공정
video
step
01
Loading
step
02
Shot Blasting
step
03
Zinc Primer Coating
step
04
Pre Drying Oven
step
05
Powder Coating
step
06
Main Drying Oven
step
07
Unloading
분체도장 제조공정
video
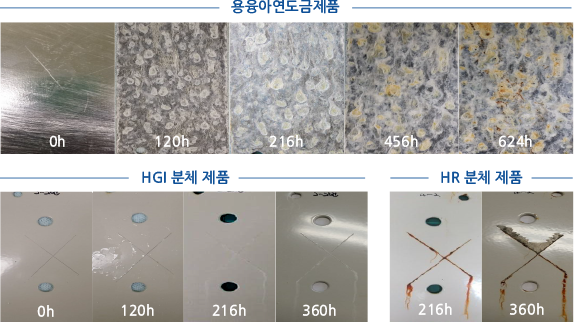
분체도장의 내부식성
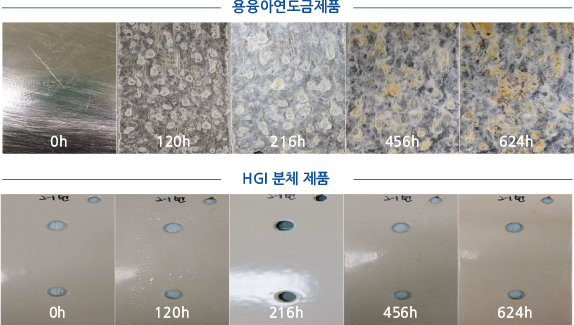
ASTM B 117 / 240 시간, 2 mm 이내 양호
ASTM B 117 / 240 시간, 2 mm 이내 양호
분체도장의 경도
연필경도 기준 ( ASTM D 3363 ) Mitsubishi F, 긁힘 없을 것
테스트 결과상으로 HGI 보다는 경도가 약하지만 일반 적인 연필(HB)경도 보다는 강한 1~2H 수준으로 특별히 못등으로 긁거나 금속물로 강하게 충격을 가하지 않는 한 Scratch 가 생기지는 않음.
HGI – 국산

8H
*표면 스크래치 9H부터 발생
*패임 발생 없음
HGI – 중국 수입품
8H
*표면 스크래치 9H부터 발생
*패임 발생 없음
징크
1~2H
*표면 스크래치 2H~3H부터 발생
*패임 발생 있음
분체
1~2H
*표면 스크래치 2H~3H부터 발생
*패임 발생 있음
HGI – 국산
8H
*표면 스크래치 9H부터 발생
*패임 발생 없음
HGI – 중국 수입품
8H
*표면 스크래치 9H부터 발생
*패임 발생 없음
징크
1~2H
*표면 스크래치 2H~3H부터 발생
*패임 발생 있음
분체
1~2H
*표면 스크래치 2H~3H부터 발생
*패임 발생 있음
분체도장의 부착성
HGI 분체 제품
용융아연도금 분체 제품
부착성 ASTM D 3359 박리 없음
Cross Cut Test Tool을 이용해 도장표면에 칼로 2mm 간격으로 2cm 길이로 흠집을 낸다음 점착 테이프를 붙였다 떼어 냈을 경우 박리되는 정도를 살펴 보는 방법이다.
분체도장 Drying 조건
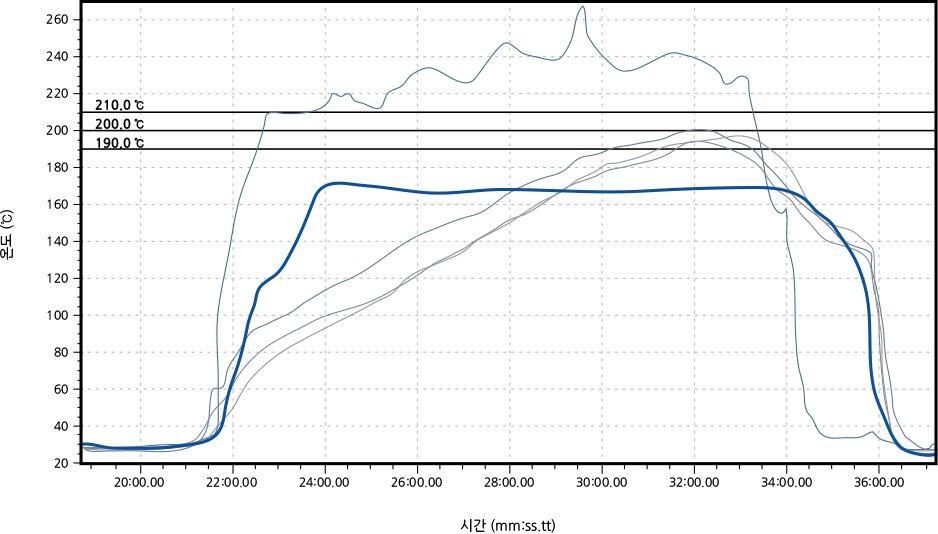
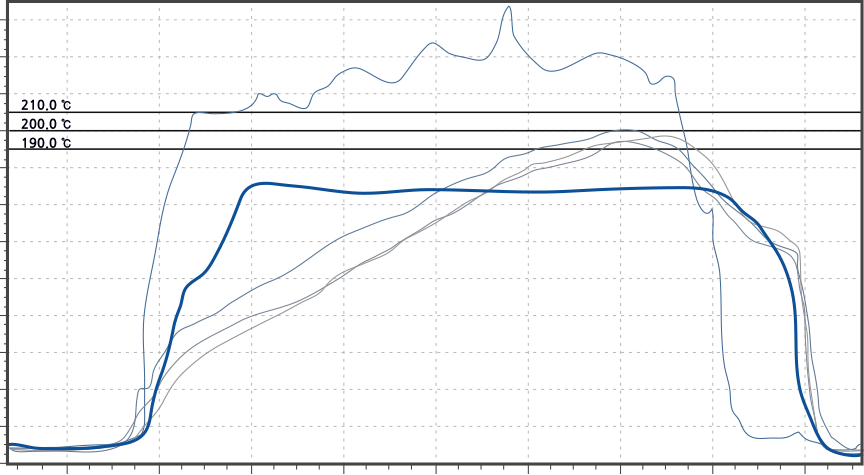
일반적으로 160~200도 정도의 온도에서 약 10분 정도 유지하였을 때 적당한 접착력과 표면 광택을 얻을 수 있으며, 온도가 낮을 경우 접착력이나 광택이 기준 이하로 나올 수도 있으며, 온도가 높으면 도료가 변색이 되어 나오므로 오븐의 온도와 Line Speed를 제품에 따라 적절히 조정하여 운전하는 것이 중요하다.
분체도료와 액체도료간 VOC비교
| 구분 | 액체 도료 | 분체 도료 | ||
|---|---|---|---|---|
| 용제형 | Water-born 형 | |||
| 조성(%) | 고 체 | 45-65 | 45-65 | 100 |
| 액 체 | 25-35 | 33-58 | – | |
| 용 제 | 20-30 | Below 2 | – | |
| VOC(%) | 20-30 | Below 2 | 0.5 이하 | |
| 손실 및 폐 도료 | 낮음~높음 | 낮음~높음 | 매우 낮음 | |
| 한국 VOC 법규(g/L) | 1. 용제 도료 : 400-840 (목재용, 금속용, 콘크리트용, 가정용) 2. 수성 도료 : 40-60 3. 하도 Zinc-Rich : 500-650 |
|||
분체도료 타입별 특성비교
| 구분 | 에폭시 | 폴리에스터 | 하이브리드 | 폴리우레탄 | 아크릴 |
|---|---|---|---|---|---|
| 저장성 | Poor | Excellent | Fair | Good | Fair |
| 물리적성능 | Fair | Excellent | Good | Excellent | Poor |
| 화학적성능 | Excellent | Fair | Good | Exellent | Good |
| 내식성 | Exellent | Fair | Good | Good | Good |
| 내후성 | Poor | Good | Fair | Fair | Fair |
| 내열성 | Poor | Good | Fair | Fair | Fair |
| 외 관 | Good | Good | Good | Good | Fair |
| 적 용 | 방식용 자동차부품용 전기 절연용 옥내용 |
건축 외장용 자동차 외장용 옥외 구조물 농기구 후 가공용 |
사무기기 가전용 일반 산업 가구 |
가전용 후 가공용 |
자동차외장용 가전용 |
Shot Blasting이란?

연마제 등의 숏을 공기압 또는 원심력(2000rpm 정도)에서 강재, 주물 등에 분사하여 스케일이나 Burr 등을 제거하는 방법을 말한다.